





各位工程师,不知道你们有没有遇到过这种纠结:设备精度要求越来越高,普通丝杠明显跟不上,但一说用“研磨滚珠丝杠”,心里又打鼓——它到底比轧制丝杠强在哪?贵的值不值?怎么选才不踩坑?
我是雷研传动的技术顾问,经手过不少高精度项目,可以说:一旦你的精度目标进入C5级以上,研磨丝杠就不是“可选项”,而是“必选项”。
今天,我就用大白话带你彻底搞懂这颗“精密传动皇冠上的明珠”。

一、研磨丝杠:强在哪?为什么非它不可?
简单说,研磨是一种超高精度的“雕刻”工艺——用精密磨床一点点把丝杠磨到极致准、极致光。
它和“轧制”(类似模具压印)完全不是一个level。
它的核心就三点:
-
精度极高:轻松做到C5、C3级,全程误差小,一致性变态好。
-
表面超光滑:摩擦小、发热低、运行稳,寿命还更长。
-
刚性超强:预压做得好,反向无间隙,重载也不虚。
讲个真实案例
我们之前做个五轴机床,全程精度要求微米级。试了一圈,只有C3研磨丝杠能扛住。轧制的局部还行,全长范围精度一致性完全没法比——在顶级场景里,研磨是唯一解。

二、除了精度,还有这些隐藏优势
-
摩擦更小,运行更顺
表面光滑得像镜子,阻力小,发热低,高速跑起来更安静、更平稳。 -
预压更稳,间隙清零
双向定位丝毫不差,适合精密加工、测量设备,坚决不抖不晃。 -
寿命更长,扛得住造
磨损小、疲劳慢,长远看反而更省钱——毕竟你换一次丝杠的停工成本更高。
三、怎么选?记住这三步!
第1步:先判断你是不是真的需要它
✓ 目标精度≥C5级?
✓ 需要超高刚性、零间隙?
✓ 高速、高频繁启停?
✓ 设备长期运行,要求低维护?
只要中一条,就该考虑研磨丝杠了。
第2步:选对精度和预压
-
一般精密设备:C5级够用
-
半导体、测量仪器:直接上C3
-
要绝对无间隙:务必选预压型(双螺母或增大钢球)
第3步:系统搭配千万别省!
-
导轨必须同等级精度! C3丝杠配C5导轨=白花钱
-
支撑座、联轴器也要高精度,别让猪队友拖后腿
-
安装必须专业!打表校平行,扭矩扳手紧固——自己瞎装,秒变废铁
四、常见问题快问快答:
Q:研磨丝杠大概贵多少?
A:比轧制贵几倍很正常。但放在整机成本和性能提升上看,往往值回票价。
Q:交货期为啥那么长?
A:得在恒温超净车间里慢慢“磨”,检测流程极严,通常要几个月——提前规划!
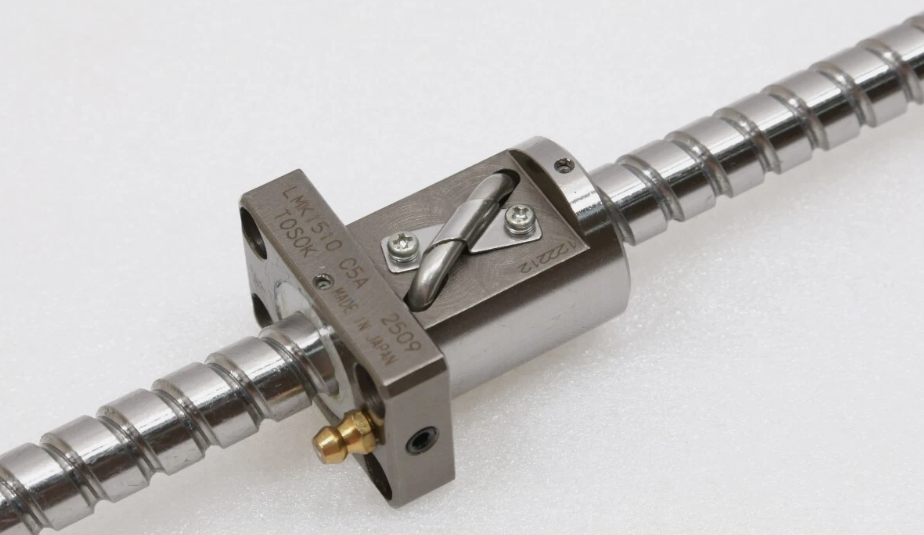
Q:怎么一眼看出是研磨还是轧制?
A:研磨表面有均匀细腻的磨削纹路,摸起来光滑;轧制有规律的轧制波纹,更粗糙。
Q:是不是娇气容易坏?
A:其实更耐用!但它怕撞、怕粉尘、怕装歪——得用心伺候。
📞 雷研传动 技术咨询
联系电话:15802034588
免费提供研磨丝杠技术资料/选型支持/3D模型!
总结一下:
研磨滚珠丝杠不是来卷价格的,是来提性能的。
当你做的设备要拼精度、拼稳定、拼寿命——选它,就是给设备上了一道最稳的保险。
如果你正在高端设备的选型路口犹豫,不妨聊聊。我们帮你精准匹配,不花冤枉钱,精度一步到位!




 添加客服微信号
添加客服微信号