
滚珠丝杆螺母的滚珠安装是一个需要精细操作的过程,稍有不慎可能导致滚珠脱落、循环不畅或损坏滚道。以下是详细的安装步骤及注意事项:
一、安装前准备
-
工具与材料
-
滚珠(按原规格选配,直径公差±0.001mm)。
-
高粘度润滑脂(用于临时固定滚珠)。
-
细针或镊子(非磁性材质,避免滚珠磁化)。
-
无纺布、无尘手套、高纯度酒精。
-
-
清洁与检查
-
用酒精彻底清洁螺母内部滚道、循环通道及丝杆螺旋槽。
-
检查滚道是否有划痕、毛刺(若有需用抛光膏修复)。
-
二、滚珠安装步骤
1. 润滑脂预涂
-
在螺母滚道和循环通道内均匀涂抹润滑脂(厚度约0.1mm),用于临时固定滚珠。
2. 滚珠装入循环通道
-
方法一:单颗滚珠逐颗安装
-
用镊子夹取滚珠,沿滚道螺旋方向逐颗放入,确保每颗滚珠接触面贴合滚道。
-
每装3~5颗滚珠后,轻轻旋转螺母使其初步排列。
-
-
方法二:批量滚珠注入
-
将滚珠集中放置在干净的容器中,用润滑脂粘成串。
-
将滚珠串对准循环通道入口,缓慢推入并旋转螺母,利用丝杆螺旋槽引导滚珠进入。
-
3. 闭合循环通道
-
对于端盖回流式螺母:
-
安装回流管端盖,确保回流管与滚道对齐。
-
用专用夹具压紧端盖螺丝(扭矩按手册要求,通常5~10N·m)。
-
-
对于内部循环式螺母:
-
确认内部导槽衔接无错位,手动旋转螺母检查滚珠循环是否连贯。
-
4. 滚珠数量验证
-
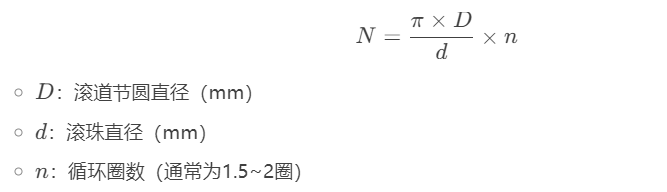
理论滚珠数计算公式:
-
示例:滚道节圆直径20mm,滚珠直径4mm,循环2圈 → 需约31颗滚珠。
三、安装后测试与调整
-
手动跑合测试
-
将螺母套在丝杆上,缓慢旋转丝杆,感受阻力是否均匀(异常卡顿需重新拆装)。
-
-
反向间隙检测
-
用千分表测量螺母反向间隙(正常值≤0.005mm),过大需调整预压。
-
-
润滑补充
-
清除临时润滑脂,注入指定型号润滑脂(填充量占内部空间30%~50%)。
-
四、注意事项
-
滚珠方向性
-
滚珠需按原拆解顺序装入,不可混用不同批次(直径分组间隔0.5μm)。
-
-
防尘措施
-
操作需在无尘环境(如洁净工作台)中进行,避免灰尘进入滚道。
-
-
预压调整
-
双螺母结构需同步调整预压垫片,确保两侧预紧力均衡。
-
五、常见问题与解决
| 问题现象 | 原因 | 解决方案 |
|---|---|---|
| 滚珠卡死无法循环 | 循环通道错位/滚珠过多 | 拆开检查通道对齐,按公式计算滚珠数量 |
| 运行噪音大 | 滚珠直径不均/润滑不足 | 重新分选滚珠,补充润滑脂 |
| 螺母轴向晃动 | 预压不足/滚珠缺失 | 增加预压垫片厚度或补装滚珠 |
六、专业级工具推荐
-
滚珠引导器:定制尼龙导向套,辅助滚珠精准进入循环通道。
-
预压调整夹具:用于双螺母结构的均力锁紧(如HIWIN专用工具套件)。
-
滚珠分选仪:激光测量滚珠直径,按0.5μm间隔分组(确保负载均匀)。
总结:滚珠安装的核心是 “精准对位、数量匹配、润滑到位”。对于高精度丝杆(C3级以上),建议返厂维修或使用专业设备,避免手工操作引入误差。安装后务必进行跑合测试,确保运动平稳无异常!
 关注微信公众号
关注微信公众号